
ا
جزوه آموزش plc-s7 300
PLC به معنای کنترل کننده منطقی برنامه پذیر می باشد. قبل از آنکه وارد مبحث PLC شویم بهتر است بدانیم که قبل از ساخت و به کار گیری PLC ها در صنایع، سیستم های اتوماسیون و کنترل با استفاده از تجهیزاتی از قبیل : رله، کنتاکتور و تایمر ها و شستی ها (که از دو بخش مدار فرمان و مدار قدرت تشکیل می گردند) انجام می شد. با گسترش کارگاه ها و کارخانه ها و به کارگیری تجهیزات در صنایع وسیع تری همچون صنایع نفت و گاز و کارخانجات بزرگتری مانند کارخانجات ذوب آهن، سیمان و امثال آنها در صورت استفاده از این روش ها حجم تابلو های استفاده شده بالا رفته و برای کنترل و عیب یابی و همچنین تغییراتی احتمالی باید قسمت های مختلفی از مدار تعویض می شد. پیشرفت های چشمگیر فن آوری نیمه هادی در زمینه ی ساخت ریز پردازنده و حافظه های با حجم بالا امکان ساخت کنترل کننده های منطقی برنامه پذیر را فراهم کرده است.
اولین PLC تقریبا در سال 1968 در امریکا توسط شرکتی بنام مادیکن ساخته و وارد بازار شد که با ساخت PLC ها بسیاری از مشکلات سابق برطرف شد.
مزیت و برتری PLC ها در مقابل مدار فرمان های رله ای :
کاهش حجم و هزینه ی تابلوی فرمان: در قسمت PLC قسمت مدار فرمان آن حذف می گردد و برنامه نویسی آن در PLC انجام میشود. بنابراین از حجم تابلو ها کاسته شده و همچنین صرفه جویی قابل توجهی در هزینه ی لوازم و قطعات بخصوص در پروژه های عظیم میگردد.
قابلیت انعطاف بیشتر و سهولت در توسعه: اگر نیاز به تغییرات درعملکرد مدار باشد در مدار فرمان رله ای بایستی بخشی از سیم کشی ها جابجا شده و یا بعضی از قطعات را تعویض کنیم ولی با تغییر در برنامه ی نوشته شده ی PLC و ایجاد یک برنامه ی جدید به راحتی میتوان تغییرات را بدون هزینه انجام داد.
قابلیت اطمینان بالا: هنگامی که برنامه ای نوشته میشود میتوان آن را در محیط برنامه به راحتی شبیه سازی کرده و عملکرد آن را مشاهده کرد. بعد از آن برنامه را به PLCC ارسال کرد که بر خلاف سیستم های رله ای از سیم کشی کمتری استفاده شده و کل کار از طریق کد نویسی انجام میپذیرد و این کار باعث می گردد اجرای پروژه های با اطمینان بیشتری انجام گیرد و ضریب اشتباه را به حداقل برساند. همچنین می توانید برای برنامه های نوشته شده رمز هایی را قرار دهید تا دسترسی به آنها و تغییرات در آنها محدود گردد.
مزیت بعدی سرعت بالا و سهولت در اجرای سیستم های اتوماسیون و کنترلی با استفاده از PLC ها می باشد.
عیب یابی خودکار: دستگاه PLC در بخش نرم افزاری شامل قسمتی می باشد که Error ها و خرابی ها را گزارش می دهد و عیب یابی و رفع اشکالاتی از سیستم براحتی انجام می گیرد. ولی برای عیب یابی مدارات فرمان خارج از منطق می باشد و به طور کلی تجربی و بسته به تجربه و سابقه ی فرد تکنسین دارد. استهلاک مکانیکی حداقل و عدم نیاز به سرویس و نگهداری استفاده از PLC ها استهلاک مکانیکی به همراه ندارد و نیاز به بازدید ها و سرویس های دوره ای ندارد. همچنین نسبت به قطعات بکار رفته در مدار فرمان های رله ای از عمر بیشتر وخرابی کمتری برخوردارند.
پی ال سی/ آموزش PLC S7
این کتاب تقریبا بصورت ساده و کامل به اموزش PLC توسط نرم افزار Simatic Manager پرداخته است.
در این پست یه فایل آموزشی در مورد PLC S7 براتون میگذارم که برای مطالعه اولیه و مقدماتی حتما لازمه که اون رو بخونید.توی این آموزش از مباحث اولیه مثل مبانی دیجیتال گفته شده تا به برنامه نویسی با نرم افزار PLC S7 رسیده.
معرفی PLC S7 و اصول کلی PLC و مدار فرمان:
رله – سوئیچ
کنتاکتور الکتروموتور
موتور پله ای
شیر های برقی
جک های هیدرولیک و پنوماتیک
داریو راه انداز موتور- لیمیت سوئیچ
سنسورها و انواع آن
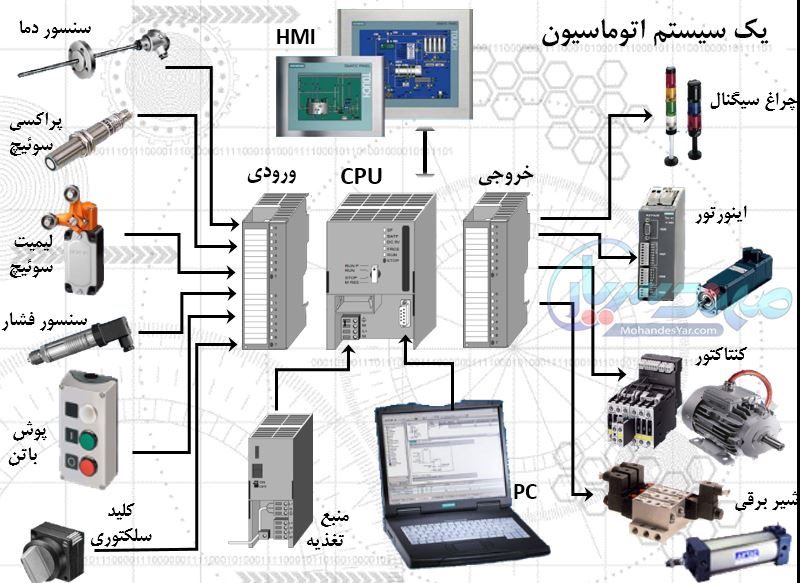
مفهوم سیستم و ورودی و خروجی آن
تاریخچه PLC
آشنایی با خانواده زیمنس
معرفی قسمتهای مختلف PLC و انواع ماژولهای سیگنال و وظیفه:
واحد های تشکیل دهنده PLC
پردازنده
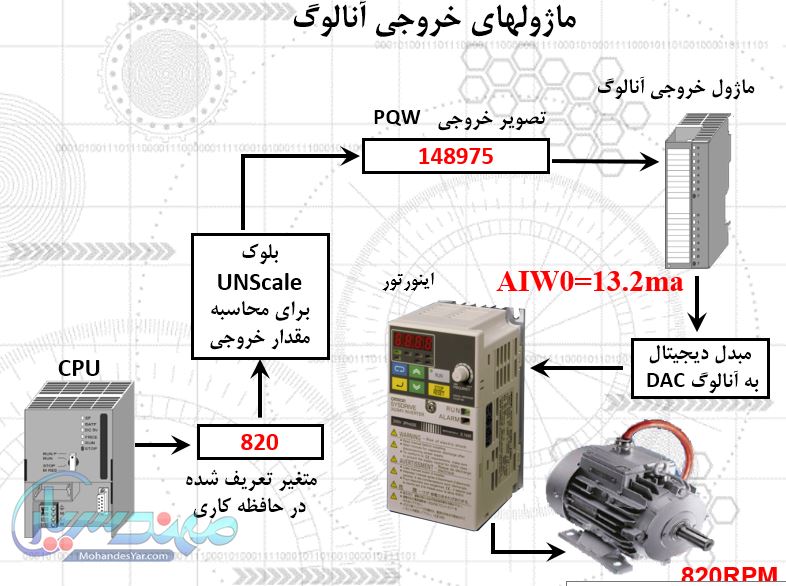
ماژولهای ورودی و خروجی
منبع تغذیه
طرح برنامه
زمان مرور برنامه
ماژولهای وظیفه و سیگنال
پیشنهاد میکنم حتما دانلودش کنید.
پی ال سی/ آموزش PLC S7
جهت دانلود جلد اول کتاب اینجاکلیک نمایید.
جهت دانلود جلد دوم کتاب اینجا کلیک نمایید.









{kind=link}